Project 3 – Band Saw Box
Instructions
Google Slides - create and edit presentations online, for free.
Everything You Need to Know on Making Bandsaw Boxes
Stock Selection
The shop stock includes:
- Maple: 15mm x 20mm x 10mm W x L x T (x10 pieces)
- Walnut: 20mm x 50mm x 34mm (x10)
- Other hardwoods: three additional boards of miscellaneous species and sizes (but all longer and wider than the walnut blanks)
- Plywood: miscellaneous thickness and quality; all longer and wider than the walnut
You can choose which woods to laminate into a thicker block, in order to match the desired size and appearance of the box. Note that there is enough stock to include multiple layers of each wood. (There are only 10 maple boards, but each is long enough to be cut into two or three boards the size of the walnut blank, depending on grain direction.)
Planing
Plane the Maple Board

Use the powered thickness planer to plane the (large) maple board.
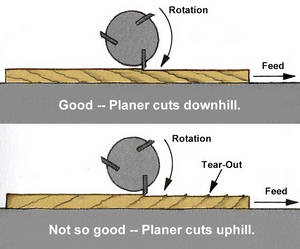
Read the grain at the edge of the board, and feed the board so that the grain goes downhill as the piece enters the machine. (The photograph above is correct.) This ensures that the blades cut across the fibers. The other orientation causes the blades to pry the fibers out of the wood, instead of cutting them.
Plane one side of the board until it removes material from just part of the board. Flip the board, advance the wheel a quarter of a turn, and and plane the other side. Repeat until both sides are smooth. This creates a board whose surfaces are smooth, flat. The process we are using, skip planing, creates surfaces that are approximately parallel – this will work well enough for our bandsaw boxes. (To create surfaces that are truly parallel, one uses either a separate machine – a jointer – or the thickness planer with a planer sled and shims.)
If you had a board that was already smooth and needed to repeat the process, you would draw pencil lines on it in order to see which areas had been planed.
Hand-Plane the Walnut Blank
The walnut blank is too short to run through the powered planer. (You can use the planer on thin and narrow pieces, but they must be long enough to extend from the rollers to the cutting head.) Use the hand plane, pictured below. This performs the same function as the powered thickness planer.
Since the hand plan is mobile, you will need to immobilize the work piece, either by clamping it (left) or using a plane stop (right).

Clamped stock for planing. Note that the stock must be higher than the bench dogs (the metal posts) that are used to hold it.

Stock that rests against the hook at the end of a plane board. This is one of several jigs that can be used to support a board for hand planing. Instead of fully clamping the board, it provides a stop that resists movement in the single direction that the planing operation applies force.
As with the powered thickness planer, you will need to read the grain direction, and make sure that the plane is cutting across the fibers instead of lifting them out of the wood. The correct orientation is shown to the right.

Notes:
- The wood fibers run from the upper left to the lower right. (They run uphill, in the direction that the plane is pushed.)
- For the thickness planer, the grain should go downhill, as the board is pushed into the blade. For the hand plane, the grain should go uphill as the blade (inside the plane) is pushed across the board.
Plane one side until flat and smooth, flip the board, and repeat on the other side.
This creates two faces that are flat and smooth, but not necessarily parallel. Since these blanks start out reasonably parallel,, this is acceptable for the band saw box. (If we wanted to hand-plane parallel boards, we would plane would face, use a marking gauge to mark a line at a fixed distance along the edges from that face, and then plane the other face down to that line, using a ruler to check for thickness.)
Not shown: the plane should be held skew to the board.
Glue-Up (Lamination)
In addition to the F clamps shown in the instructions, we have a number of parallel clamps. These are heavy and most of them are long, but if you can maneuver them into place, they are excellent clamps for this purpose.

F Clamps. For best results, place a piece of sacrificial wood between the workpiece and the clamp jaw, to protect the workpiece from dents.

Parallel clamps. These are very heavy, but supply even pressure across the entire jaw length and do not twist when you tighten them. The jaws do not generally dent wood.